Bending metal is common practise for most manufacturing companies who specialise in sheet metal fabrication, and as an experienced metal engineering company we’ve had our fair share of bending metals over the years.
There are a number of methods used for bending metal, all of which depend on the type of metal, its thickness and the bend that is required.
Keep reading to find out more about the process, and why it could be useful to you.
Bending metal simply means changing the shape of a piece of metal without affecting its volume. In other words, the metal won’t get any bigger or smaller as a result of the bend. Having said that, there are certain circumstances where the bend of metal might cause a small change in the thickness. For example, sheet metal might become slightly thicker at a particularly sharp bend – but not by much. It all depends on the type of metal, its bendability, and the method of bending that is used.
Metal is often bent into one of three shapes: a V shape, a U shape, or a channel shape. These are made by bending the metal along a straight axis using specialist machinery.
All metal can be moulded, but different changes occur depending on which method of bending is used. One of the most common practices of metal bending is V-bending, whereby the V-shaped punch pushes the metal into a
V-shaped die. Here are some of the methods that use a V-shaped die:
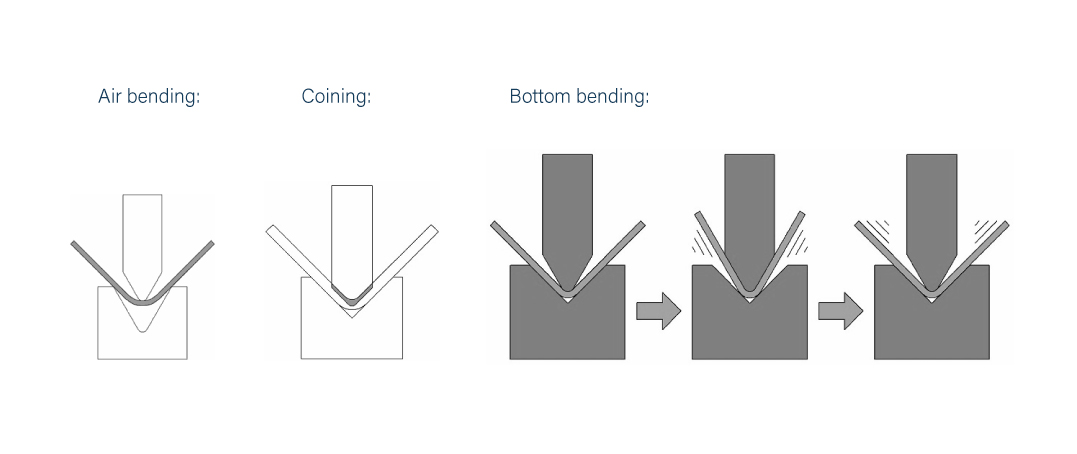
The piece of sheet metal is placed along the die and a punch tip is then forced into the V-shape, bending the metal in the process. This type of bending only involves a small amount of contact with the die in comparison to other processes, as the metal only comes into contact with the edge of the punch and the edges of the V-die.
The coining bending process involves the sheet metal being bottomed onto the die. This method of bending leads to little spring back, meaning that it is likely to stay in its intended bent shape.
Bottom bending is similar to air bending and coining, but is potentially the safest method of the three as it offers the least spring back. For bottom bending, the punch bottoms the metal into the die before the radius of the punch is forced into the metal. Finally, the punch is released and the metal springs back to meet the die.
Having been in the engineering and fabrication industry for over 26 years, we’re experts at bending and forming metals. We’re accustomed to working with materials ranging from 0.1mm – 6mm stainless steel, 0.1 – 20mm mild steel, 15mm aluminium, and can bend anything up to 4 metres in length.
Our bending department is made up of highly skilled individuals who are extremely competent and considerate. We take pride in our work and ensure that we produce the right outcome for our clients.
If you would like more information about bending sheet metal or any of the other services that we offer, please do not hesitate to get in touch.